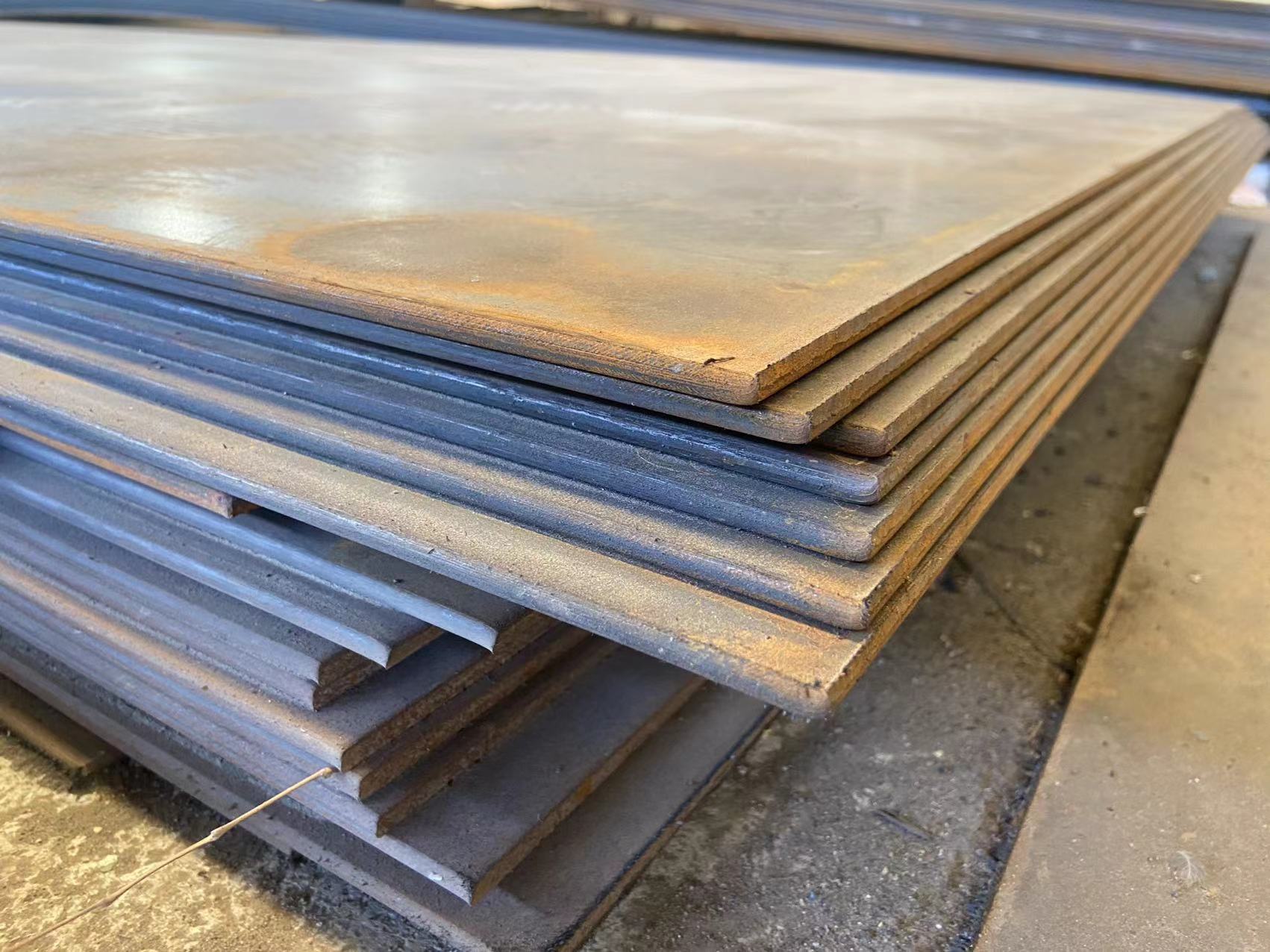
- 山东江洋钢铁有限公司钢板圆钢Q345C Q345D Q345E Q235C Q235D Q235E Q390B Q420B 材质规格齐全
- 15166520025





产品描述
Q345D圆钢的焊接性较好,其含碳量、合金元素的含量和强度都远低于18CrMnMoB。由于两者在化学成分上存在巨大的差异在焊接时必须采取合适的焊接工艺参数和焊接工艺措施才能保证其焊接质量。具体措施有以下几点:
1,焊接前,其焊接工艺措施的制定要考虑两种材料的碳当量,根据碳当量的计算值确定预热温度,18CrMnMoB合金结构钢与Q345D钢焊接时的较小预热温度为160℃~180℃,根据18CrMnMoB钢件加热的特点,加热后可能会出现热影响区成分偏析较严重的现象,也可能使焊接被加热区的组织粗大。因此,焊接后裂纹较易出现在热影响区。考虑环境因素和工作条件的影响,18CrMnMoB合金结构钢与Q345D钢焊接时的较小预热温度可选择为180℃。
预热时可以采用加热带,也可以采用氧乙炔火焰加热。如果采用氧乙炔火焰加热,为保证加热过程中工件受热均匀,应由两个人采用两把加热工具同时对工件加热。为了保持加热温度均衡并使焊接过程中热量不流失,工件的上部应采用石棉毡等耐火材料覆盖。温度的测量可以用远红外测温仪或测温笔,当温度达到180℃时可以开始焊接。

2,焊接材料的选择也要考虑碳当量,由于18 CrMnMoB碳含量高,如果焊接过程中母材过多的熔入焊缝,焊缝的脆硬倾向增加,就会容易引起焊接裂纹。为了减少焊缝中的碳含量和合金元素的含量,减少淬硬倾向,必须减少母材在焊缝中的熔合比。因此,打底焊时宜于采用手工电弧焊(AW),同时严格控制焊接热输入,减少母材中碳元素及其他合金元素的熔入,中间层焊接时为提高生产效率,可采用其他机械化程度较高的焊接方法。
18CrMnMoB合金结构钢与Q345D钢焊接时,根据焊材的选用原则,应按弱强匹配原则选用与较低强度Q345D母材相匹配的J507低氢型焊条进行打底焊接。这样,可避免选用其他焊接材料在焊接第一层打底焊时产生裂纹的弊端,充分利用低氢型焊条焊接焊缝具有较好的塑性和韧性的特点,赋予焊缝较高的抗裂性能。
采用焊条电弧焊打底,在保证气体能充分保护熔池的条件下,可利用氩气保护焊缝中熔化的金属和焊接热影响区。采用电弧焊充氩气保护进行焊接,既提高了效率又保证了焊接质量。
在使用J507低氢型焊条打底焊接前,为防止焊接过程中焊条内的水分子分解进入焊缝形成氢致冷裂纹,焊条必须按规定进行严格烘干,J507低氢型焊条的烘干温度一般是350℃/1h.烘干后的焊条应随用随取,使用时放入保温桶中。
3,由于低氢型焊条对氢很敏感。因此,焊接前必须彻底清除号材坡口表面上的铁锈、油污、水分等影响焊接质量的杂质。焊接过程中注意控制层间温度不低于预热温度,并注意采用短弧与窄焊道焊接。每焊完一层要用圆角小锤锤击焊道表面,使焊缝金属晶粒细化,防止形成粗大的马氏体组织,同时释放残余应力,防止各种裂纹的产生。
为防止产生延迟冷裂纹,使焊缝中扩散氢充分逸出,同时消除焊缝冷却过程中产生的收缩应力,避免在热影响区出现层状裂纹等焊接缺陷,18CrMnMoB合金结构钢与Q345D钢焊后应立即进行热处理。有条件时热处理较好在炉中进行,热处理温度可选择为620℃并保温4h以上,然后缓冷至250℃出炉空冷。
山东江洋钢铁有限公司 联系人:付经理 电话:15206599750 15166520025 地址:山东省聊城经济技术开发区蒋官屯街道任庄村321号网站地图